
加工能力
数控车床
数控车床是一种通过计算机程序控制的自动化车床。其核心功能是高精度、高效率地完成回转体零件的加工。它通过数字指令精确控制主轴转速、刀具移动轨迹和进给速度,实现复杂工序的连续自动化加工。
其主要加工类型包括:车削外圆、内孔、端面、切槽、切削螺纹以及各种锥面、圆弧曲面等。广泛应用于轴类、盘套类等精密零件的制造,是机械加工中不可或缺的关键设备
{kind=link}
{kind=link}
CNC加工中心
集铣、钻、攻、镗等多种功能于一体的大型数控机床,带有自动换刀装置(刀库)和数控系统,是现代化机械加工的绝对主力。
功能及加工类型: 主要用于加工板类、盘类、壳体类、模具等复杂零件。可在一次装夹中自动完成多个面的铣削、钻孔、攻丝、镗孔、锪平等工序,实现高精度、高效率的复合加工。
{kind=link}
{kind=link}
龙门加工中心
一种以龙门框架结构为主的大型加工中心,主轴多为垂直设置,具有极高的结构刚性和稳定性,工作台通常为固定平台。
功能及加工类型: 专为加工大型、重型工件而设计,如机床床身、大型模具、风电部件、航空航天框架等。可进行重切削下的强力铣削、钻孔和攻丝,确保大型工件的高精度加工。
{kind=link}
{kind=link}
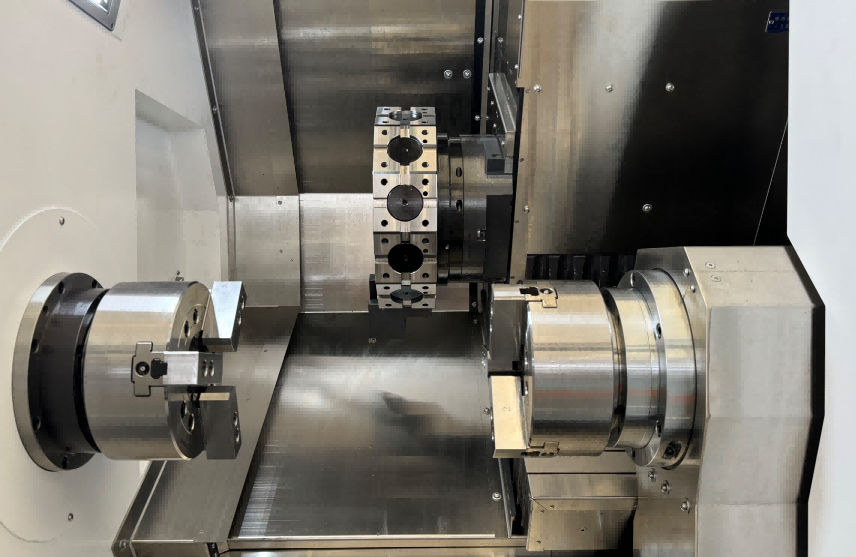
车铣复合加工中心
集成了车削和铣削功能的先进复合加工设备。工件一次装夹即可完成全部或大部分加工工序,是提高精度和效率的尖端装备。
功能及加工类型: 主要用于加工形状复杂、精度要求高的回转体和非回转体零件。既能完成车床的车外圆、车内孔、切槽、车螺纹等功能,又能进行铣削、钻孔、攻牙、刻线等加工。
{kind=link}
{kind=link}
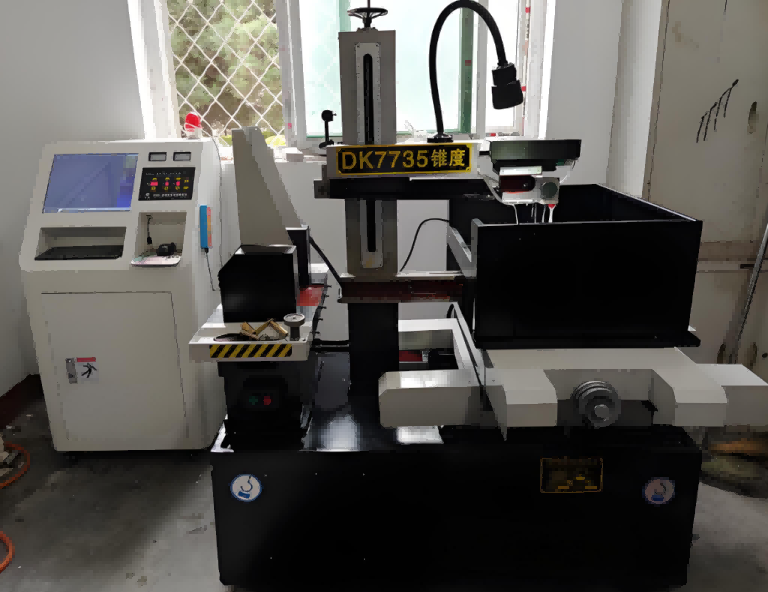
线切割设备
利用连续移动的极细金属丝(钼丝、铜丝)作为电极,通过脉冲火花放电对导电材料进行电蚀切割的加工设备。
功能及加工类型: 专门用于加工高硬度的导电材料(如淬火钢、硬质合金),可切割各种复杂形状的冲压模具、样板、精密零件上的窄缝和异形孔,无切削力,加工精度极高。
{kind=link}
{kind=link}
磨床
使用高速旋转的砂轮对工件表面进行微量切削的精加工机床,是获得极高尺寸精度和表面光洁度的关键设备。
功能及加工类型: 主要用于工件淬火后的精加工。类型繁多,包括外圆磨床(磨轴类)、内圆磨床(磨孔)、平面磨床(磨平面)、无心磨床(磨大批量小轴)及工具磨床(磨刀具)等。
{kind=link}
{kind=link}
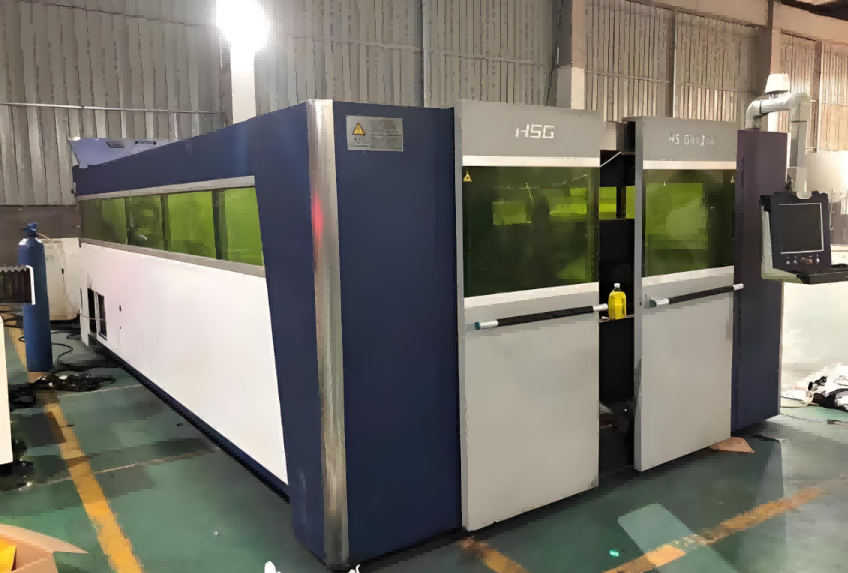
激光切割机
利用高能量密度激光束照射工件,使材料迅速熔化、汽化或达到燃点,同时借助高速气流吹走熔融物质,从而实现切割的无接触加工设备。
功能及加工类型: 主要用于金属板材(碳钢、不锈钢、铝合金)的高效切割。可快速切割出任意复杂平面图形,切口光滑,精度高。
{kind=link}
{kind=link}
数控折弯机
通过数控系统控制滑块深度和后挡料位置,对金属板料进行精确折弯成型的压力机设备。
功能及加工类型: 专用于金属板材的折弯成型,将平板通过模具折成各种角度的V形、U形或其他复杂形状,广泛应用于机箱、柜体、钣金件等产品的制造。
{kind=link}
{kind=link}
冲压机
利用模具和强大的压力,对板料进行冲孔、成型或浅拉伸的加工设备。数控转塔冲床带有可自动切换的模具库。
功能及加工类型: 主要用于金属板材的批量冲孔、压铆、压凸包、百叶窗、浅拉伸等加工。可高效地在板料上加工出大量规则或异形的孔,速度快,效率极高。
{kind=link}
{kind=link}
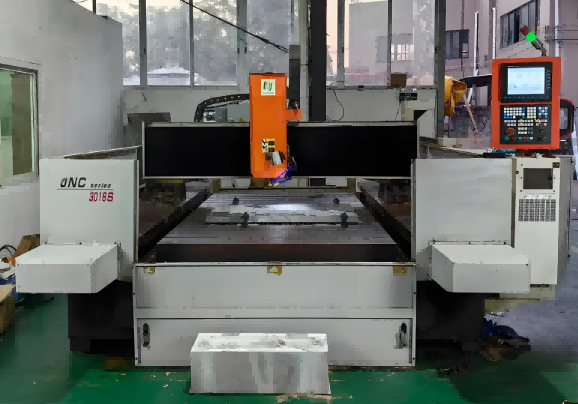
雕铣机
一种介于 CNC加工中心和雕刻机之间的高速铣削机床,主轴转速高,采用小刀具进行高速切削,兼具雕刻的精细和铣削的加工能力。
功能及加工类型: 擅长加工硬度不高的材料(如铜、铝、蜡模、亚克力、双色板、树脂等),用于精密模具、电极、产品原型、浮雕、标识牌等工件的精细加工。
{kind=link}
{kind=link}
木工裁板锯
木工行业中用于将大幅面人造板材(如刨花板、密度板、胶合板)开料裁切成所需尺寸的专用锯切设备。
功能及加工类型: 核心功能是板材的直线裁切和开料。通过精密导轨和靠尺,可快速、准确地将大板裁切成制所需的标准尺寸小板,是板式生产线上的关键设备。
{kind=link}
{kind=link}
焊接机器人
一种可编程的自动化焊接系统,通常由机器人本体、焊接电源、送丝装置和变位机组成,能模仿人手臂动作进行焊接。
功能及加工类型: 主要用于替代人工进行弧焊(MIG/MAG、TIG)、点焊等作业。适用于汽车制造、工程机械等领域的大批量、高质量、重复性的焊接任务,能显著提高焊接稳定性和效率
{kind=link}
{kind=link}
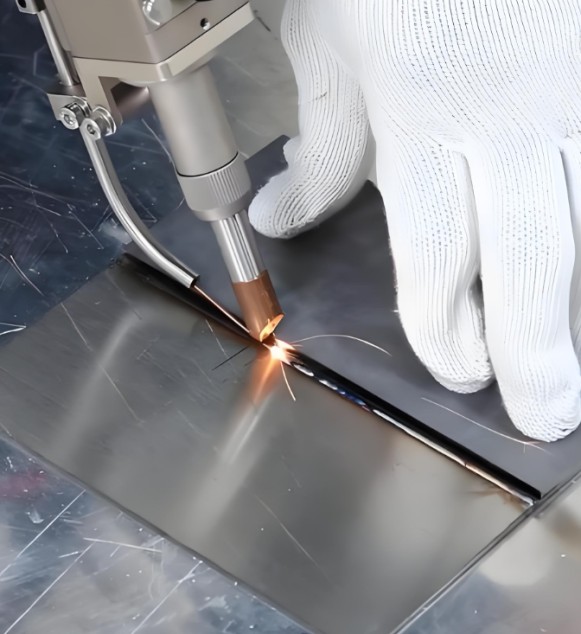
手持激光焊接
手持激光焊接是近年兴起的革命性技术。操作员像使用焊枪一样手持焊接头,将高能量密度的激光束作为热源,通过送丝机构自动添加焊丝进行焊接。其操作核心是保持焊枪与工件约5-10mm的距离,并保持约15-30度的倾角,匀速移动即可。它对工件装配间隙要求较高,但对操作技能要求相对较低,易于上手。
特点: 能量集中,热影响区小,变形极小,焊接速度快,焊缝美观平滑(鱼鳞纹效果),无需高超技工也能实现高质量焊接。特别适合薄板不锈钢、碳钢、铝合金的精密焊接。
{kind=link}
{kind=link}
氩弧焊 (TIG焊)
氩弧焊是一种非熔化极焊接,使用纯氩气保护,钨极不熔化。操作需双手配合:右手持焊枪,保持短弧长(约1-3mm),垂直于工件或轻微倾斜;左手手持焊丝,均匀、间断地向熔池前端送丝。点燃电弧后,通过脚踏板或旋钮精确控制热输入。对操作者技能要求最高,需要极好的手稳性和节奏感。
特点: 焊缝质量高、成型美观、无飞溅、可焊材料广泛(包括铝、镁、钛等活泼金属),但焊接速度较慢。适用于对质量要求高的薄件、管道打底焊及有色金属焊接。
{kind=link}
{kind=link}
铝焊
操作介绍:
铝焊通常特指铝合金的钨极氩弧焊(TIG)或熔化极氩弧焊(MIG)。其操作与钢的氩弧焊有显著区别:
交流电(AC):必须使用交流焊机,利用阴极破碎作用清除铝表面致密的高熔点氧化膜(Al₂O₃)。
高频起弧:通常采用高频或高压脉冲引弧,避免钨极污染。
大电流和焊速:铝导热快,需使用比焊钢更大的电流和更快的焊接速度。
送丝技巧:焊丝较软,送丝需轻柔、快速,采用“点蘸”式手法。
特点:
专用于铝合金,能有效去除氧化膜,保证焊缝纯净,成型美观。是航空航天、汽车轻量化等领域焊接铝合金的首选方法。
{kind=link}
{kind=link}
{kind=link}
{kind=link}